
一、技术名称 采用膜分离技术回收合成氨放空气中的氢气
二、技术拥有单位 天邦膜技术国家工程研究中心有限责任公司
三、专利技术情况
天邦膜技术国家工程研究中心共拥有30多项膜技术方面的专利,以下是部分专利的名称及专利号:
中空纤维膜分离器环氧封头的制备 (91106006.5)
用膜分离技术从催化干气中回收氢气的方法 (93103019)
膜法气体分离器组用于气体置换时的操作方法 (93115710)
一种改进的带有涂层复合膜的制备方法 (94110113)
一种软管壳体中空纤维膜分离组件, (96239188)
一种工业加热炉膜法富氧局部增氧助燃方法 , (97104465)
一种中空纤维复合膜的制备方法, (97111020)
一种聚酰亚胺不对称中空纤维膜的制备, (98113914)
一种中空纤维复合膜分离器漏丝检测方法 , (98113915)
一种复合气体分离膜的制备及其应用 , (98114022)
一种螺旋卷式膜分离器 , (98237989)
一种移动式富氮工艺及专用系统 , (99122538.4)
一种中间气吹扫二级流程 , (00110079.3)
一种多级吹扫流程, (00110081.5)
一种无电耗高效膜法富氧工艺及其在合成氨生产中的应用 , (00110662.7)
四、技术描述
1、技术原理
合成氨生产随新鲜氢氮气进入合成系统中的甲烷和氩气,因其不参加反应,在合成循环中不断累积,为了保持这些惰性气体的合理浓度需要排放部分高压、清洁的循环放空气,其中大约含有50%-60%的氢,余下的有氮、甲烷、氩、氨气,污染环境、浪费能源。对于放空气的回收利用一直是各个生产厂都非常重视的节能减排的手段,通常只是作为燃料去吹风气回收系统烧掉,采用膜法气体分离技术回收氢气返回合成系统节能降耗,同时回收放空气中的主要污染源NH3,技术先进,20多年来的运行经验表明其经济和社会效益都非常可观。
膜法气体分离技术是利用气体各组分在通过膜时的渗透速率的不同来分离的,其机理是气体的溶解—扩散—解析过程,通常小分子或极性强的分子如H2、H2O、H2S、CO2等透过膜的渗透速率快,称之为快气,而相对较大或极性弱的分子如N2、CH4、Ar、CO渗透速率较慢,称之为慢气。
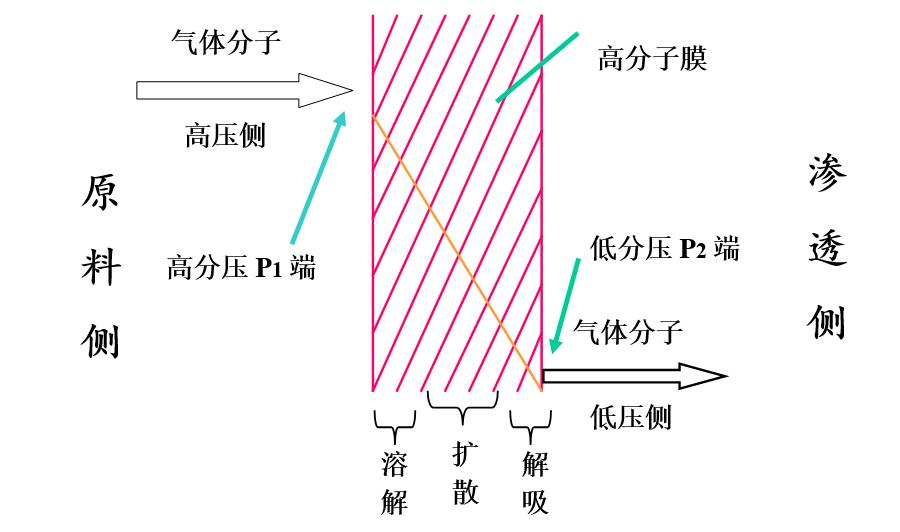
图1 气体分离膜原理—溶解扩散机理
在分离推动力的作用下,也就是气体各组分在膜两侧的分压差的作用下快气在膜的渗透侧得到富集,慢气则没有减压,在膜的非渗透侧富集。
膜分离回收氢气具有技术先进、工艺设计合理、占地少、开动灵活、膜寿命长、维护及运行费用低等优点;氢回收系统的性能稳定、连续开工期可靠。十年来的实践经验表明,采用膜分离回收氢气的投资少、投资回收期短,经济效益极为显著。
膜分离氢回收的工艺流程可以分为两个基本过程,一是放空气的预处理过程,二是放空气的膜分离过程。
放空气的预处理包括高压水洗、预热及预放空,由合成系统送来的高压放空气经调节阀减压至12.0MPa进入水洗塔。由高压水泵送来的软水由塔顶喷淋净化气体。水洗后的气体(原料气)经预热器预热至40—50℃,然后送膜分离组进行氢分离。高压水洗的目的是将放空气中的氨进行回收,同时还要保证水洗后原料气中的氨含量必须低于200ppm才允许进入膜分离器。为防止原料气中的饱和状态的水凝结,水洗后的原料气必须进行预热处理。原料气的预放空是膜装置在开车过程中的必要步骤,通过放空阀将原料气放空15—20分钟,经采样分析确认氨含量低于200ppm及温度达到40—45℃时方可允许原料气进入膜分离器中。
为了保证回收的氨水浓度大于200tt,在保证洗氨效果的情况下,通过变频器调节水量来提高氨水浓度。
膜分离器采用串联操作方式,原料气通过调节阀进入膜分离器,高浓度氢膜分离器底部并联输出,然后送压缩机升压再返回到合成系统,含有大量甲烷和部分未被回收氢气的剩余尾气由调节阀减压后作为燃料气烧掉。
2、影响膜分离技术污染物产生和排放等性能的主要因素
膜法气体分离技术用于合成氨生产中的节能减排,其目的是回收并再利用合成放空气中的氢气和氨。合成放空气产生的直接因素是新鲜气中的甲烷含量,影响进入合成氨装置的甲烷的量的主要因素有合成氨生产中的原料煤种类、煤气化方法、净化工艺、氨合成操作条件等。
下表是不同煤气化方法生产的煤气中CH4含量[1]
|
煤气化方法 |
间歇式煤气化 |
富氧连续气化 |
恩德炉 |
德士古水煤浆 |
壳牌粉煤气化 |
|
煤气中CH4含量V% |
0.9 |
0 |
2.0 |
0.1 |
0.02 |
采用深冷工艺的是不会产生放空气的,而用甲烷化或铜氨液吸收法都会将部分甲烷带入新鲜气中。一般在合成触媒的初期由于催化活性高,能够接受较低的氢氮分压,所以放空量少。
3、运行参数
操作温度(℃): 45
操作压力(MPa): 12
回收氢气纯度(mol%): 90
氢气回收率(%): 90
回收氨水浓度(W%): 18
氨的回收率(%): ~100
气体中氨含量(mol%): 0.005
4、原辅材料、能源、动力消耗情况
中等规模的膜分离装置需要的能源动力消耗包括:蒸汽、软水、电、仪表空气和氮气。蒸汽用来加热原料气;软水用于高压洗氨;电主要用于驱动高压水泵的电机;仪表空气用来控制现场仪表。
|
|
项目 |
耗量 |
|
1、 |
蒸汽(0.8MPa(A)) |
100kg/h |
|
2、 |
软水 |
0.8t/h |
|
3、 |
仪表空气(0.4—0.6MPa(A)) |
8Nm3/hr |
|
4、 |
电 |
7kW |
占地面积:长×宽×高=10m×6m×7m
5、使用该技术的污染物产排情况
膜分离装置在正常运行过程中不产生新的污染物,处理原排放物---放空气完全,排放的富氢气返回合成系统生产合成氨,贫氢气(H2、N2、CH4、Ar)返回燃料系统。回收氨以高浓度氨水的形式供尿素、碳酸氢氨或直接作为商品外卖。
五、膜法气体分离技术在合成氨工业的适用性
膜分离氢回收技术适用于3万吨/年—40万吨/年规模煤造气制合成氨装置。天然气造气和焦炉气造气一般氢气过量,不用对放空气中的氢进行回收,如果这两种造气配煤造气的补碳装置则通常会采用本技术。膜分离氢回收技术对气候、环境、水源无特殊要求。装置的使用压力为16MPa以下,因此对合成压力15MPa的新工艺也适合。通常的6段压缩和7段压缩的压缩机或3段或4段入口会有进气管口,其压力可设定为回收气体的压力。在实施过程中不影响原有装置的正常运行。采用深冷技术的大型合成氨装置无放空气的产生,可对其弛放气进行回收利用。
本技术可以在项目建设期随主流程一起设计施工,也可以在合成氨装置运行后再考虑实施。
六、环境绩效
采用膜分离技术回收合成氨的放空气可以减少合成氨厂氨气的排放,减少含氨废气燃烧产生的NOx的排放,减少氨氮废水的排放。
氨气可麻痹人的呼吸道纤毛和损害黏膜上皮组织,使病原微生物易于侵入,减低人体对疾病的抵抗力。氨气进入大气后会与水结合形成碱性物质,腐蚀性强,对建筑、农业危害大。
NOx 对人体的致毒作用, 危害最大的是NO2, 主要影响呼吸系统, 可引起支气管炎和肺气肿等疾病; NO 非常容易与动物血液中的色素(Hb) 结合, 造成血液缺氧而引起中枢神经麻痹,它与血色素的亲和力很强, 约为CO的数百倍至一千倍; NOx 是酸雨、酸雾的主要污染物, 酸雨会破坏森林植被, 造成土壤酸化、贫瘠、物种退化、农业减产, 还会使水体造成污染, 鱼类死亡;NOx 参与臭氧层的破坏, 氧化亚氮(N2O)在高空同温层中会破坏臭氧层, 使较多的紫外线辐射到地面, 增加皮肤癌的发病率, 还可能影响人的免疫系统。
氨氮是主要水污染物之一,我国大部分河流、湖泊和近海的水体中氨氮浓度均超过国家三类水的标准,有些甚至达到劣五类。氨氮对环境的主要危害是在进入水体后成为藻类等生物的营养元素,导致水体中有毒生物在短时间内大量繁殖,同时消耗水中的溶解氧,产生所谓赤潮或富营养化,严重威胁鱼虾生命安全和人畜健康。近年来,由此导致的突发性环境污染事故时有发生,严重影响我国社会的可持续发展。[3]
七、交叉影响
膜分离氢回收技术是节能降耗、对环境友好的新兴技术。20多年的推广使用表明,它能有效回收放空气中的洁净能源,并利用其自身原有的压力作为推动力对气体进行分离和回收,可以降低合成的压力2-3MPa,吨氨节电40 KWH,增加合成反应中有效气体的分压,增产合成氨3%~4%,用软水回收气态氨,获得高浓度氨水,供碳氨或尿素使用。水洗泵消耗的电能只有5-10Kw/hr,噪音小,占地面积通常为20—30m2。在运行中将放空气加热10℃,消耗的低压蒸汽为50Kg/hr,回收氢气后的气体含有40%的甲烷,10%的氢气,余下为氮气和少量氩气可以作为清洁燃料使用。
八、技术特性
膜分离回收氢气技术是最近二三十年发展起来的高先进技术,在一定压力条件和温度下,单位面积的膜分离装置处理的气量是一定的,其放大效应是线性的,因此装置容易放大,应用的规模范围很广。装置中无反应器、大的换热器,所以工艺设计简单,开停车灵活。通常规模的装置占地少;膜寿命长可达到十年、装置的维护及运行费用低。十年来的实践经验表明,采用膜分离回收氢气的投资少、投资回收期短,经济效益极为显著。
九、经济性指标
1、典型装置投资
处理5000Nm3/H的装置的典型投资如下表(万元):
|
序号 |
名称 |
数量 |
单价 |
总价 |
|
1. |
膜分离器 |
一组 |
90 |
90 |
|
2. |
净氨塔 |
1台 |
10 |
10 |
|
3. |
气液分离器 |
1台 |
3 |
3 |
|
4. |
高压水泵 |
2台 |
3 |
6 |
|
5. |
管件、阀门、加热器等 |
1套 |
8 |
8 |
|
6. |
仪表、电气设备 |
1套 |
17 |
17 |
|
7. |
工艺管路预置费* |
1套 |
3 |
3 |
|
8. |
技术服务费 |
1套 |
3 |
3 |
|
合计 |
|
|
|
140 |
2、 运行和维护费用
整套装置都是静态操作,运行成本极低主要是电力消耗。
(1)水泵电耗:13KW×320×24=99840KWH,价值5万元/年
(2)装置回收2636 Nm3/H富氢气的压缩机电耗:
W = PV = nRTLn(P2 / P1)
= [(2632/3600)/22.4] ×8.314×310Ln(30/1.8)
= 228Kw
轴功率按228×1.6 = 364 Kw 计算,电耗为276万度/年, 按每度电0.5元计算,电耗约为138万元/年
(3)折旧
膜分离装置的正常寿命为10年,按95%折旧比例,
140×95%÷10 = 13.3万元/年
3、 节省费用
(1) 采用膜分离技术回收氢气,每年可以回收氢气量:
2632×89.53%×24×320 =18097380 M3
按2000M3氢气可以生产一吨合成氨,每吨氨2000元计算,每年可以增产合成氨约9050吨,新增产值1810万元/年。
(2) 节电:吨氨可节电40度,30万吨合成氨可节电1200万度,按每度电0.5元计算,每年可节电600万元。
4、副产品收益
回收18%的浓氨水1.68吨/小时,每年创造效益约200万元
5、投资回收期
按下式计算的投资回收期为
投资 ÷ (节省费用+ 副产品收益–运行成本–折旧)×年
= 140 ÷ (2410+ 200–143–13.3)×年
= 0.057年
十、最佳环境管理实践
煤化工特别是合成氨行业几年来发展迅速,新装置的建设和老装置的扩能、改造都非常重视节能、环保技术的实施,放空气和弛放气中氨的损失约占生产能力的3%~4%[2],对于放空气氢、氨的回收一般采用膜分离技术,弛放气的氢、氨回收一般采用膜分离和无动力氨回收技术相结合,达到氨的零排放,氢的综合利用的目的。
常规检测包括放空气及经过膜分离处理后气体流量、组成的检测;氨回收后气体中氨含量的检测,氨水浓度的检测,各设计结点温度、压力、流量的检测等。
为保证膜分离装置的正常稳定运行,除按操作规程对正常的运行参数正常检测外,还必须注意对以下的几项指标重点保证,氨回收的打水量,进入膜分离器气体的温度、氨含量、压力,水吸收塔的液位等。
膜分离器中不能带入液体,不能超过设计温度,不能使渗透侧的压力超过进气压力,氨含量不能超标,否则将对膜分离器造成不可修复的损害。装置的正常运行采用自动控制系统,对上述的重点指标都设定了报警和联锁保护,所用的仪表需按规程检修和维护。设计中考虑到运行中的异常情况,为保护膜分离装置和保证合成氨装置的正常运行,对放空气设计了跨界的旁路。对于装置中的唯一动设备采用开一备一的配置,保证装置的正常运行。
十一、工程实例[4]
以青岛碱业天柱化肥分公司10万吨/年的合成氨装置为例,该公司在2005年上了我公司的膜分离氢回收装置,设计规模4000Nm3/H,采用两级分离方式,原料气先经过水洗氨回收装置,再进入两级分离膜,一级回收的富氢气进入二级分离膜进一步提高氢气纯度,一级尾气作为生活燃料气,二级尾气送压缩机3段入口重返合成系统,二级膜分离得到的高浓度氢气送加氢产品车间作原料气使用,回收的氨水送碳铵工段。
装置投运后,合成循环气中的甲烷降低2%,合成氨增产3%,提高了合成补充气中的氢气含量,有利于造气工段的稳定运行,改善了气体质量,降低了造气消耗,合成系统压力降低3MPa,吨氨电耗下降18KWH。装置中无新的污染源产生,对放空气全部综合利用。
该装置投资150万元,运行费用38.32万元/年,年创效益744.12万元。
以上实例的运行总结请参考《小氮肥》2006年第6期朱春英的论文《膜分离回收氢气装置及其运行总结》
十二、推广应用情况及推广前景预测
膜分离氢气回收技术已经在国内的300多个化肥厂推广应用,从鄂尔多斯联合化工的60万吨合成氨装置到某小化肥厂3万吨的合成氨装置都在使用,象柳化、宜化等企业都有多套氢回收装置。
以煤为原料的甲醇合成工艺与合成氨类似,都存在惰性气体的有效排放与回收综合利用的问题。与合成氨相比,合成压力低,放空量更大,回收气体的压力高,因此更加有必要对其放空气进行回收。膜分离技术从2003年开始应用在国内甲醇装置中,现在也得到了广泛的应用。
在国内合成氨原料煤的使用范围在不断扩大,新的煤气化技术的使用,甲烷化工艺的推广,有些工艺合成氨压力也在降低,这些因素都会增大进入合成系统的甲烷含量,因此对合成氨放空气的处理和回收会越来越重视。采用膜分离技术回收和再利用放空气是行之有效的途径,推广前景广阔。
合成氨氨槽弛放气经水洗或无动力氨回收技术回收氨后再采用膜分离技术回收其中的氢气也是节能环保的有效措施,我公司也在合成氨行业推广使用此项技术,目前已经获得成功。可以说,在化工生产过程中,凡有含氢废气的存在,都可以考虑利用膜分离技术回收氢气再利用。
参考文献
[1] 尤彪,型煤+变压吸附制氧+富氧连续气化实现中小氮肥企业的跨越式发展.合成氨设计中心站论文集,2007
[2] 张成芳,氮肥厂增效的若干技改措施 .小氮肥设计技术,2002,3
[3] 曹宏斌,氨氮废水资源化/无害化处理关键技术与产业化示范,中国科学院过程工程研究所
[4] 朱春英,膜分离回收氢气装置及其运行总结. 小氮肥,2006,6